|
||||
|
|
Инструмент для слесарных работ Дрели ручная и электрическая Домашнему мастеру необходимо иметь ручную и электрическую дрели. При выборе ручной дрели необходимо обратить внимание на ее конструкцию. Желательно, чтобы она была оснащена редуктором с металлическими, а не пластмассовыми шестернями. Электрическую дрель лучше покупать вместе со станиной. Тогда ваше рабочее место будет оснащено еще и портативным сверлильным станком. В продаже бывают станины для электродрелей, выполненные из стали или легкого алюминиевого сплава. Станина из стали предпочтительней. Если же вы приобрели электродрель, оснащенную регулятором скорости вращения (реостатом), то с ее помощью вы сможете выполнять даже некоторые фрезерные работы. Обычно ручные и электрические дрели снабжены патронами, в которых можно зажимать сверла диаметром до 10 мм. Но можно использовать сверла большего диаметра, проточив на токарном станке их хвостовики. При работе такими сверлами необходимо уменьшить реостатом частоту вращения дрели. Сверла в патроны дрели следует зажимать только специальными ключами, которые продаются в комплекте с патронами. Работа с электрическими дрелями требует соблюдения правил безопасности. Работать с ними нужно в резиновых перчатках. Если при работе наблюдается искрение графитовых щеток, необходимо притереть их, а также зачистить и продорожить коллектор электродвигателя (см. разд. «Как устранить неисправности электродвигателей» в гл. «Электроработы в квартире», ч. II). Чаще всего в электродрелях выходят из строя кнопки выключателей. Кнопку в домашних условиях починить невозможно. Ее нужно аккуратно выпаять и заменить новой. ...
Заточной станок Портативные заточные станки широко представлены в ассортименте электротоваров. Выбирать заточной станок нужно с учетом возможности установки на нем помимо абразивных кругов еще и вулканитовых отрезных дисков, войлочных полировальных кругов, крацевальных щеток. Некоторые заточные станки снабжены педалью-реостатом, что дает возможность установки гибкого вала и использования боров и борнапильников, применяемых при гравировальных работах и при обработке деталей сложного профиля. Прежде чем приступить к работе на заточном станке, необходимо убедиться, что абразивный круг не имеет трещин и выбоин, прочно зажат и защищен кожухом, а также проверить расстояние между абразивным кругом и столиком-подставкой. Зазор между ними не должен превышать 2–3 мм. При работе на заточных станках нужно пользоваться защитными очками, не находиться напротив вращающегося круга, не обрабатывать детали на его боковой плоскости. По окончании работы заточной станок следует очищать от стружки и абразивной пыли. Абразивный круг необходимо оберегать от ударов и перекосов при установке. Зубила, крейцмейсели Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8ХФ. Для работы с различными металлами рабочую часть зубила затачивают на заточном станке под разными углами. Чем тверже материал, тем тупее угол заточки. Для твердых материалов (нержавеющая сталь, чугун, бронза) зубило затачивают под углом 70°, для обычных сталей с низким содержанием углерода – под углом 60°, для мягких материалов (латунь, медь, титановые сплавы) угол заточки – 45°, для алюминиевых сплавов – 35° и т. д. Крейцмейсель отличается от зубила более узкой режущей кромкой. Ключи гаечные Гаечные ключи предназначены для откручивания и закручивания гаек, болтов и т. д. Размер ключа обычно проставляется на нем рядом с головкой и соответствует размеру гайки или болта. Существует много модификаций ключей: ключи с открытым зевом, накидные, торцовые, трубные, рычажные, разводные. Обычно ключи продаются комплектами или отдельно. Домашнему мастеру достаточно иметь один стандартный набор ключей. Метчики, плашки (лерки) и клуппы Метчики служат для нарезания внутренней резьбы. Метчики для нарезки метрической резьбы с шагом до 3 мм и диаметром от 1 до 52 мм, а также для дюймовой резьбы диаметром от 1/4 до 1 дюйма изготавливаются комплектами по две штуки. Метчики для резьбы шагом свыше 3 мм (для метрической резьбы от 30 до 52 мм) и для дюймовой резьбы до 2 дюймов изготавливаются комплектами по три штуки. В комплект, состоящий из трех метчиков, входят черновой (первый), средний (второй) и чистовой (третий) метчики. Первый метчик имеет на хвостовой части одну круговую риску, второй – две и третий – три риски. На хвостовой части обозначается также размер резьбы, для которой этот метчик предназначен. Для нарезки резьбы вручную метчики вставляют в специальное приспособление – вороток. Плашками и клуппами нарезают наружную резьбу. В зависимости от конструкции плашки бывают круглые, накатные, раздвижные (призматические). Круглые плашки (лерки) бывают цельные и разрезные. Для нарезки метрической резьбы выпускаются цельные круглые плашки диаметром от 1 до 76 мм, для нарезки дюймовой резьбы – от 1/4 до 2 дюймов, для трубной резьбы – от 1/8 до 11/2 дюйма. Для нарезки резьбы вручную лерки зажимаются в воротки специальной конструкции – леркодержатели. Основные типы резьбы Резьба имеет различные профили: прямоугольная, круглая, трапецеидальная (ленточная), упорная. Существуют однозаходные и многозаходные резьбы. Чаще всего применяется цилиндрическая треугольная (пилообразная) резьба. Обычно такую резьбу называют крепежной. Она нарезается на шпильках, болтах, гайках. Основные типы резьб – метрическая и трубная цилиндрическая. Метрическая резьба имеет треугольный профиль, угол которого равен 60°. Ее диаметр и шаг выражаются в миллиметрах. Метрические резьбы в свою очередь делятся на резьбы с крупным шагом (для наружных диаметров 1-68 мм) и резьбы с мелкими шагами (для диаметров 1-600 мм). Шаги для крупных резьб – 0,25-6 мм, для мелких резьб – 0,2–6 мм). Метрические резьбы с крупным шагом обозначают М20 (число – это наружный диаметр резьбы); с мелкими шагами – М20?1,5 (первое число означает наружный диаметр, второе – шаг). Трубная цилиндрическая резьба для увеличения герметичности соединения имеет закругленные вершины и сопрягается без зазоров. Ее номинальный диаметр соответствует внутреннему диаметру трубы, т. е. наружный диаметр трубной резьбы будет больше номинального диаметра удвоенной толщины стенок трубы. Трубная цилиндрическая резьба применяется в сантехнике для соединения трубопроводов и монтажа сантехнической арматуры. Подбор сверл для сверления отверстий под наиболее часто встречающиеся резьбы для различных металлов 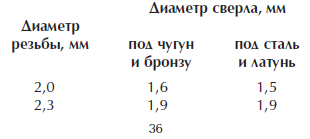 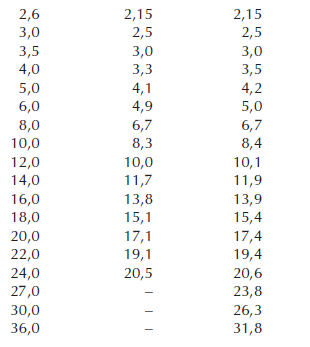 Диаметры стержней под нарезание резьбы лерками 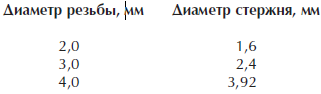 Слесарные молотки с круглым бойком подразделяются по весу на шесть номеров. Молоток № 1 (200 г) предназначен для инструментальных работ, а также разметки и правки. Молотки № 2 (400 г), № 3 (500 г) и № 4 (600 г) предназначены для слесарных работ. Молотки № 5 (800 г) и № 6 (1000 г) применяются редко. Слесарные молотки с квадратным бойком подразделяются по весу на восемь номеров. Молотки № 1 (50 г), № 2 (100 г) и № 3 (200 г) предназначены для слесарно-инструментальных работ. Молотки № 4 (400 г), № 5 (500 г), № 6 (600 г) предназначены для слесарных работ, рубки, гибки, клепки и др. Молотки № 7 (800 г) и № 8 (1000 г) применяются редко. Для тяжелых работ используются молотки (кувалды) весом от 4 до 16 кг. Молотки изготовляются из стали марок 50 и 40Х и из инструментальных углеродистых сталей У7 и У8. Рукоятки для молотков – из древесины твердых пород (кизила, рябины, дуба, клена, граба, ясеня, березы). Напильники Напильники делятся на шесть номеров (по числу насечек на 10 мм длины). Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубой обработки металла. Напильники с насечкой № 2 и 3 (личные) применяют для чистовой обработки. Напильники с насечкой № 4 и 5 (бархатные) предназначены для окончательной обработки изделий. Напильники бывают следующих типов: плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные. Небольшие напильники называются надфилями. Применяются они для точных мелких работ. Например, с помощью надфилей в домашних условиях можно изготовить дубликат ключа или другие мелкие изделия. Надфили разделяются на пять типов: № 1, 2, 3, 4 и 5. На рукоятке каждого надфиля обозначен номер насечки: № 1 – 20–40 насечек; № 2 – 28–56; № 3, 4 и 5 – 40-112 насечек на 10 мм длины. Алмазные надфили применяют для обработки твердых сплавов, стекла, керамики. Надфили бывают тупоносые и остроносые. По профилям они разделяются на прямоугольные, квадратные, трехгранные, круглые, полукруглые, овальные, ромбические. Существуют еще надфили ножовочные. Рашпили предназначены для обработки мягких металлов (свинец, олово, медь) и неметаллических материалов (дерево, кожа, резина, пластмассы). В зависимости от профилей рашпили разделяются на плоские (тупоносые и остроносые), круглые и полукруглые, с насечкой № 1 и 2. Чем мельче насечка напильника и мягче материал, тем быстрее напильник забивается. Чтобы насечки напильника меньше забивались, перед работой его можно натереть мелом. Рашпили и драчевые напильники очищают проволочной металлической щеткой. Напильники с более мелкой насечкой можно очистить, погрузив в раствор хлористого цинка (травленую кислоту), а затем промыв под струей воды и насухо вытерев. (Приготовление раствора хлористого цинка см. в ст. «Пайка, припои, флюсы».) Ножницы для резки металла Ручные ножницы применяют для разрезания стальных листов толщиной от 0,5 до 1 мм и листов цветных металлов толщиной до 1,5 мм. Ручные ножницы делятся на «правые» и «левые» в зависимости от расположения режущей кромки лезвия. У «правых» ножниц скос режущей части каждой половинки находится с правой стороны. Этими ножницами режут по левой кромке изделия в направлении часовой стрелки. «Левые» ножницы – их зеркальное отражение. Ими режут по правой кромке изделия против часовой стрелки. Для сантехнических работ используют в основном хозяйственные или конторские ножницы. Затачивают их на заточных станках или, что еще лучше, на плоской части вулканитовых отрезных кругов и только по боковым граням лезвий. Небольшие ножницы можно наточить, если несколько раз разрезать ими мелкую наждачную бумагу. Ножовки по металлу Ручная ножовка предназначена для разрезания толстого листового металла, а также металлических труб, профилей и др. Она состоит из станка и ножовочного полотна. Ножовочное полотно – это тонкая узкая стальная пластина с отверстиями и зубьями на одном или на обоих ребрах. Его изготавливают из стали марок У10А, Р9, Х6ВФ. Длина ножовочного полотна обычно составляет 250–300 мм, высота – 13–16 мм и толщина 0,65– 0,8 мм. При установке ножовочного полотна в станок необходимо обращать внимание на направление зубьев. Они должны быть направлены от ручки, а не к ручке. Ножовкой нужно работать плавно, без рывков, делая не более 30–60 двойных ходов полотна в минуту. При более быстром темпе полотно нагревается и быстро тупится. К окончанию распила следует ослабить давление на ножовку. Чтобы при резке полотно не нагревалось, его периодически смазывают жидким минеральным маслом. Особенно это необходимо при резке нержавеющей стали, латуни и других вязких металлов. Бронзу и латунь режут только новыми полотнами. Если выкрашивается хотя бы один зуб, то стачивают на заточном станке несколько соседних зубьев. Отвертки Отвертка – это инструмент, предназначенный для откручивания и закручивания винтов, шурупов, круглых гаек с разрезными шлицами. Существует много разновидностей отверток. Отличаются они друг от друга в основном формой и размерами лопатки и лезвия, предназначенных для винтов и шурупов с продольным или крестовидным пазом. Существует множество модификаций отверток: с набором сменных головок, с храповиками (трещотками), с червячными передачами, оборудованными наборами сверл и т. п. Пассатижи Пассатижи – это универсальный инструмент. Их модификации широко используются не только для слесарных, но и для сантехнических, столярных, электротехнических и других работ. Для слесарных работ достаточно иметь плоскогубцы и круглогубцы. Плоскогубцы изготавливаются из инструментальной или легированной стали. Их рабочая поверхность плоская с зубчатой насечкой. Круглогубцы имеют коническую рабочую часть, сужающуюся к концу. Некоторые плоскогубцы снабжены режущей кромкой, с помощью которой можно откусывать мягкую проволоку диаметром до 3 мм. Паяльники Основным инструментом для выполнения паяльных работ является паяльник. Паяльники разделяются на три группы по способу нагрева: периодического подогрева, непрерывного подогрева газом или жидким топливом и электрические. Паяльники периодического подогрева бывают угловые (молотковые) и прямые (торцовые). Наиболее широко распространены молотковые. Торцовые паяльники используют для пайки в труднодоступных местах. Паяльники периодического подогрева состоят из куска красной меди, который закреплен на металлическом стержне с деревянной рукояткой. Паяльники с непрерывным подогревом дополнительно оборудованы ацетиленокислородной или бензиновой горелкой, пламя которой в процессе работы постоянно подогревает рабочую часть паяльника. Электрические паяльники благодаря простоте их устройства и удобству в обращении используются наиболее широко. При работе с ними не образуются вредные газы. Нагрев спаиваемых деталей производится равномерно, при постоянной температуре. Это улучшает качество пайки. Электропаяльники быстро, в течение 2–5 мин, нагреваются до рабочей температуры. Электрические паяльники разделяются на прямые и угловые. Для пайки мягкими оловянно-свинцовыми припоями выпускаются паяльники: ПЦН-10, ПЦН-16, ПЦН-25, ПЦН-40, ПЦН-65, ПЦН-100, ПЦН-160, ПЦН-250. Буква «П» означает «паяльник электрический», «Ц» – несменный паяльный стержень, «Н» – непрерывный режим нагрева. Цифры означают номинальную мощность в ваттах (Вт). Паяльники следует хранить в защищенном от влаги месте и следить за исправностью электрошнуров и вилок. Пайка, припои, флюсы Пайка – это процесс, при котором изделие соединяют с помощью припоев, температура плавления которых ниже, чем температура плавления соединяемых деталей. Это основное отличие пайки от сварки. Для пайки применяют мягкие и твердые припои. Температура плавления твердых припоев – 800–900 °C, поэтому в домашних условиях для получения герметичного шва используют мягкие припои. Температура плавления их ниже 400 °C. Мягкие припои могут состоять из чистых металлов или сплавов. В расплавленном состоянии они должны легко растекаться и хорошо заполнять места спайки. Припои различаются температурой плавления. Один из наиболее легкоплавких припоев, который применяют для пайки полупроводников и стекла, – это сплав Вуда. В его состав входят олово, свинец, висмут, ртуть; температура плавления – 60 °C. Припоем ПОСК-50-18, состоящим из олова, кадмия и свинца, с температурой плавления 145 °C, паяют радиоаппаратуру. Универсальным припоем является ПОССу35-0,5. Он состоит из олова, сурьмы и свинца и плавится при 245 °C. Дешевым и достаточно крепким припоем считается третник (2/3 свинца и 1/3 олова). Его легко получить самому. Вначале расплавляют олово, а затем добавляют к нему свинец. Расплав выливают на отрезок стального уголка, чтобы при застывании припой приобрел форму прутка. Если приходится самому изготовлять припой, то при расплаве компонентов нужно начинать с наиболее тугоплавкого. Флюсы очищают поверхность от окислов и предупреждают ее окисление в процессе пайки. Качество пайки определяется текучестью припоя и зависит в первую очередь от активности флюса. По степени активности флюсы разделяются на три вида: некоррозийные (НК), слабокоррозийные (СК) и коррозийные (К). Некоррозийные флюсы малоактивны, они могут растворить только пленку окислов меди и ее сплавов. Остатки некоррозийных флюсов не вызывают коррозии, поэтому их широко используют при пайке электро– и радиоаппаратуры. Наиболее распространенным некоррозийным флюсом является канифоль и ее растворы. К некоррозийным флюсам также относятся воск, вазелин, стеарин. Канифоль растворяет окислы при температуре 200–300 °C, т. е. способствует пайке. Но при температуре 310 °C она обугливается и затрудняет ее. Слабокоррозийные флюсы более активны и лучше очищают поверхность. Они легко испаряются и разлагаются при пайке. Пары или остатки этих флюсов могут вызвать коррозию спаянного соединения, поэтому для ослабления коррозийного действия к этим флюсам добавляют канифоль, вазелин, стеарин, а после пайки их остатки тщательно удаляют. К слабо-коррозийным флюсам относятся некоторые органические кислоты, минеральные масла, глицерин и животные жиры. Наиболее химически активны коррозийные флюсы. Их применяют преимущественно для пайки черных и цветных металлов со стойкой окисной пленкой. Но эти флюсы вызывают коррозию около шва спайки, поэтому после пайки их тщательно удаляют. Наиболее распространенный флюс этого вида – водный раствор хлористого цинка, к которому добавляют нашатырь, канифоль, вазелин и т. д. Хлористый цинк в домашних условиях готовят, растворяя цинк в соляной кислоте. Для этого в стеклянную посуду кладут кусочки цинка (для этой цели годятся очищенные корпуса от использованных батареек) и заливают их соляной кислотой. Кислота должна только покрывать цинк. Цинк следует добавлять постепенно до полного прекращения его растворения. Прекращение выделения водорода является показателем прекращения реакции. Когда раствор отстоится, сливают его прозрачную часть и добавляют к ней такое же количество воды. ...
Перед началом пайки прежде всего необходимо подготовить паяльник к работе. Для этого рабочий конец паяльника хорошо очищают личным напильником от окислов, одновременно придавая ему клиновидную форму. Если рабочий конец покрыт припоем, его не очищают. Места, которые нужно спаять, зачищают и подгоняют так, чтобы они плотно прилегали друг к другу. Зачищать их нужно до чистого металла, т. е. полностью удалять окислы, эмаль (на посуде), лаковую изоляцию (на проводах) и т. д. Если необходимо запаять в посуде отверстие диаметром больше 4–5 мм, в него нужно вставить кусочек луженого металла (от консервной банки). Лучше всего, когда между вставкой или другой припаиваемой деталью зазор будет не более 0,3 мм. Припой наносят на место пайки нагретым и залуженным паяльником. При пайке к детали прикасаются не острым краем рабочего конца, а плоским боком, чтобы увеличить площадь контакта. Паяльник прогревает деталь, и припой растекается по поверхности, предварительно обработанной флюсом. Если деталь массивная и трудно прогревается паяльником, то используют электроплитку или электроутюг (его переворачивают, закрепляют ручку в тисках и на разогретую подошву кладут спаиваемые детали). В крайнем случае детали разогревают на газовой печке или паяльной лампой. Паяльник залуживают в растворе хлористого цинка, канифоли или другом флюсе. Для этого разогретый рабочий конец паяльника на мгновение опускают в раствор флюса и сразу же прикасаются к припою. Электрический паяльник удобно лудить в углублении, сделанном в красном кирпиче, куда предварительно кладут кусочки канифоли и припоя. Если рабочим концом паяльника потереть о кирпич, то окислы с него счищаются, канифоль расплавляется и припой равномерно залуживает паяльник. На подготовленную поверхность наносят флюс, захватывают паяльником припой и пропаивают шов. Если для пайки необходимо много припоя, его раскладывают маленькими кусочками на обработанное флюсом место пайки. Неровный шов и следы от паяльника свидетельствуют, что место спайки было недостаточно прогрето или недостаточно обработано соответствующим флюсом. Когда шов после окончания пайки остынет, его протирают тампоном, пропитанным бензином, и, если допустимо, смазывают минеральным маслом. При использовании в качестве флюса канифоли это делать не обязательно. После отключения паяльника не следует охлаждать его водой. Он должен остывать постепенно. Паяльные лампы Паяльными лампами нагревают паяльники периодического подогрева, спаиваемые детали и расплавляют припой. Чаще всего ими пользуются при пайке легкоплавкими припоями. Паяльные лампы бывают бензиновые, спиртовые, керосиновые. Паяльная лампа – несложное приспособление, но неправильная ее эксплуатация может привести к несчастным случаям. Поэтому необходимо выполнять следующие правила безопасности: хранить бензин для разжигания лампы в отдельном сосуде; заправлять лампу только предназначенным для нее горючим, заливая его через воронку и поместив лампу на поддон; количество залитого горючего не должно превышать 3/4 объема резервуара; разжигать лампу только в нежилом помещении, обратив ее соплом к кирпичу и соблюдая общие правила противопожарной безопасности. Категорически запрещается заправлять неостывшую паяльную лампу. Сверла Сверла применяются для получения отверстий. Их изготавливают из быстрорежущих, легированных и углеродистых сталей. Кроме того, для сверления отверстий в бетоне, кирпиче, керамических плитках, мраморе и других хрупких материалах применяются сверла с напайками из твердых сплавов. Чаще всего применяются спиральные сверла, реже – перовые (для сверления мягких металлов, пластмасс, дерева). Перовые сверла можно изготовить самому в домашних условиях. Они имеют форму лопатки с хвостовиком. Режущая часть перового сверла должна быть треугольной формы с углом при вершине 118–120° и задним углом 10–20°. Тонкое перовое сверло легко сделать из отожженной стальной проволоки. Чтобы сверло приобрело необходимую твердость, рабочий конец его головки нужно накалить до светло-красного цвета, а затем погрузить в сургуч. Режущие кромки сверла затачивают в зависимости от обрабатываемого материала. Неопытному мастеру трудно сразу научиться правильно затачивать сверла. Чтобы облегчить эту работу, существует несложное приспособление. Для этого необходимо иметь несколько колодок (кондукторов) из твердой древесины (дуба, вяза, груши), имеющих в основании различные углы, необходимые для заточки сверл, которые легко рассчитать самому. 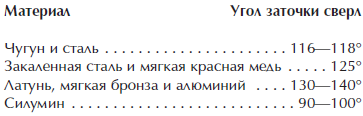 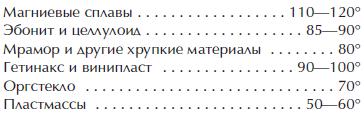 Торец колодки просверливается перпендикулярно сверлами различного диаметра на глубину до половины длины сверла. В эти отверстия вставляются сверла соответствующего диаметра. Затем кондуктор со сверлом подводится к наждачному кругу заточного станка, и сверло затачивается. Проверить заточку сверла можно самодельным шаблоном (см. раз. «Измерительный и разметочный инструмент для работы с металлом» в гл. «Измерительный инструмент»). Точность сверления зависит от правильно заточенного сверла, тщательной разметки и кернения. Тиски Слесарные тиски – это зажимное приспособление, с помощью которого обрабатываемая деталь удерживается в нужном положении. Существуют различные конструкции тисков. Основные из них – стуловые, параллельные и ручные. В зависимости от выполняемой работы домашним мастером могут использоваться различные тиски. Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула. Сейчас они приспособлены для закрепления на верстаках. Изготавливаются стуловые тиски с шириной губок до 100 мм и раскрытием их от 90 до 180 мм. Преимущество этих тисков – простота конструкции и высокая прочность. Недостаток – при зажиме детали губки тисков не всегда могут быть параллельны друг другу. Стуловые тиски применяются редко и только для выполнения грубых тяжелых работ. Параллельные тиски выпускают трех типов: поворотные, неповоротные и инструментальные со свободным ходом передней губки. Размеры тисков определяются шириной их губок (80-140 мм) и наибольшим раскрытием губок (95-180 мм). Наиболее удобны тиски со свободным ходом. Ручные тиски применяют для закрепления небольших деталей и заготовок. Выпускают ручные тиски с шириной губок 6, 10, 16, 28, 30, 40, 50 и 55 мм и с раскрытием губок 5,5, 6,5, 28, 30, 40, 50 и 55 мм. Чтобы на обрабатываемых деталях при зажиме в тисках не образовывались вмятины, используют специальные накладные губки. Их можно изготовить самому из мягких металлов (алюминия, латуни и т. п.). Хорошие накладные губки получаются из алюминиевого профиля (уголка). |
|
||
| Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Наверх | ||||
|
|
||||